亜鉛めっき
亜鉛めっきは、⾦属の表⾯を亜鉛で被覆することを⾔い、⾦属の耐⾷性や耐久性を向上させるために広く使⽤されています。亜鉛めっきは、鉄や鋼などの⾦属表⾯に亜鉛を付着させることで、その⾦属の表⾯を酸化や腐⾷から保護します。これにより、製品の寿命を延ばし、外部環境からの影響を軽減します。また、亜鉛めっきは、外観の美しさや塗装の密着性を向上させる⽬的でも使⽤されます。
亜鉛めっきとは?
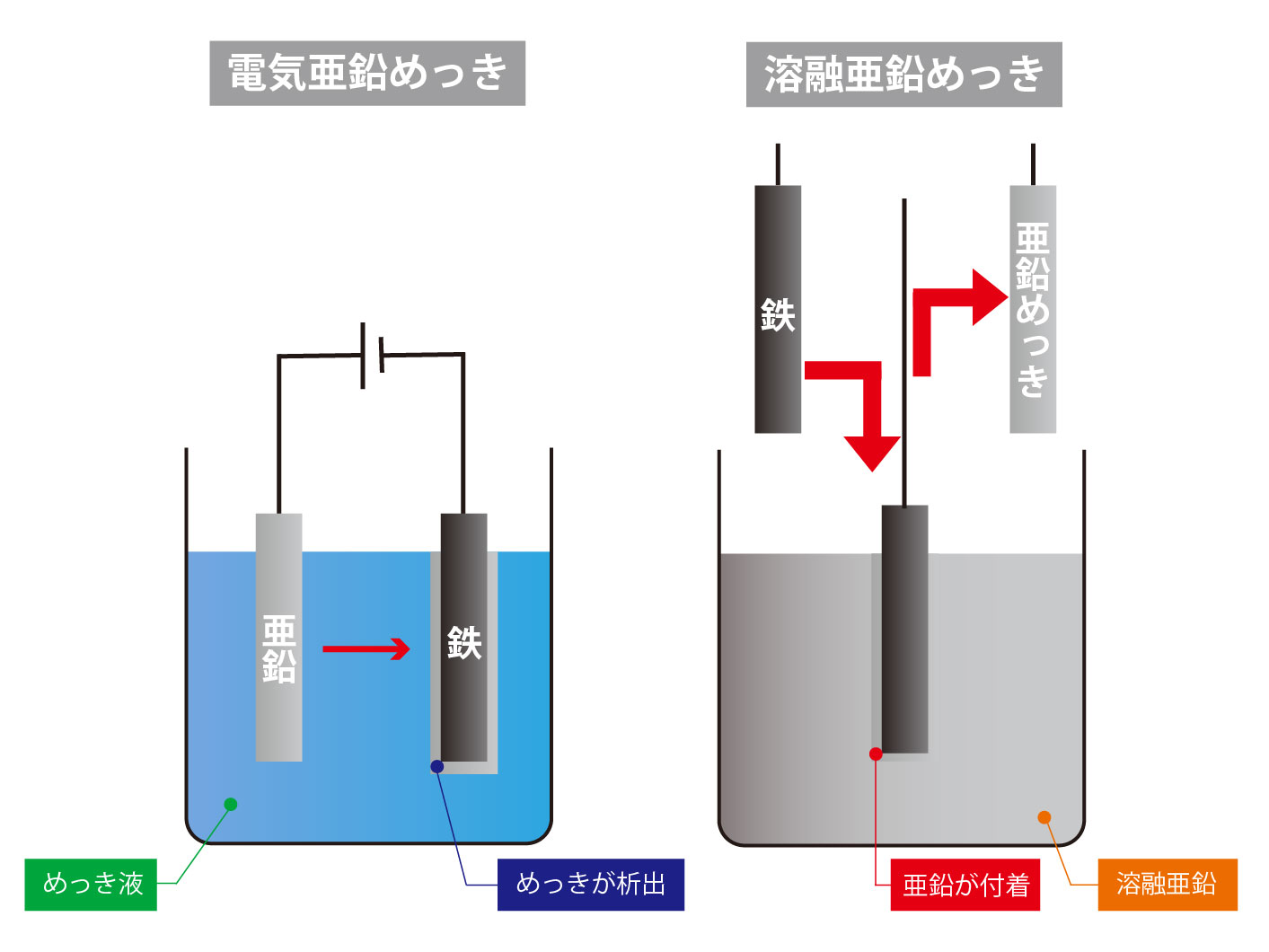
亜鉛めっきとは、亜鉛⾦属を電気の⼒で被加⼯対象物に析出させる『電気亜鉛めっき』と⾼温で溶かした亜鉛に被加⼯対象物を浸漬する『溶融亜鉛めっき』の2つがあり、亜鉛の⽪膜を形成することで⾼い耐⾷性を得ることができます。
亜鉛めっきの犠牲防⾷
亜鉛は鉄よりもイオン化傾向が⼤きいため、めっき⽪膜にピンホールがあっても亜鉛が犠牲となり、素地をサビから守り⾼い防⾷効果を得ることができます。この現象を犠牲防⾷作⽤といいます。
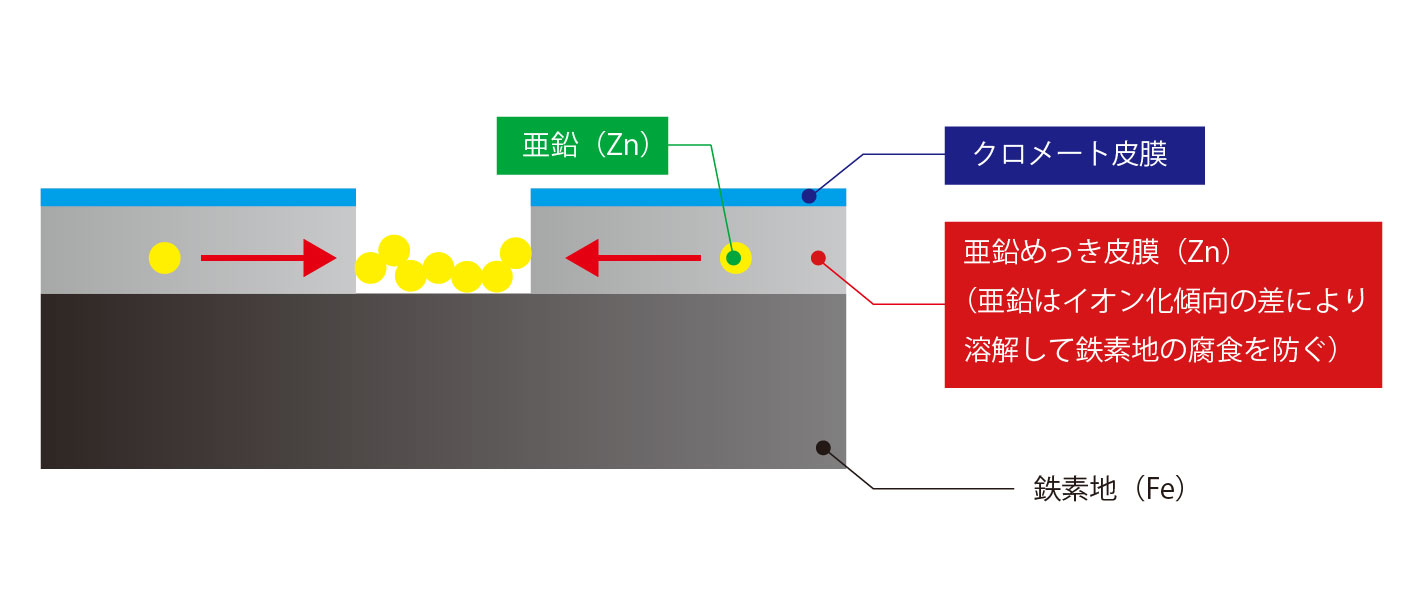
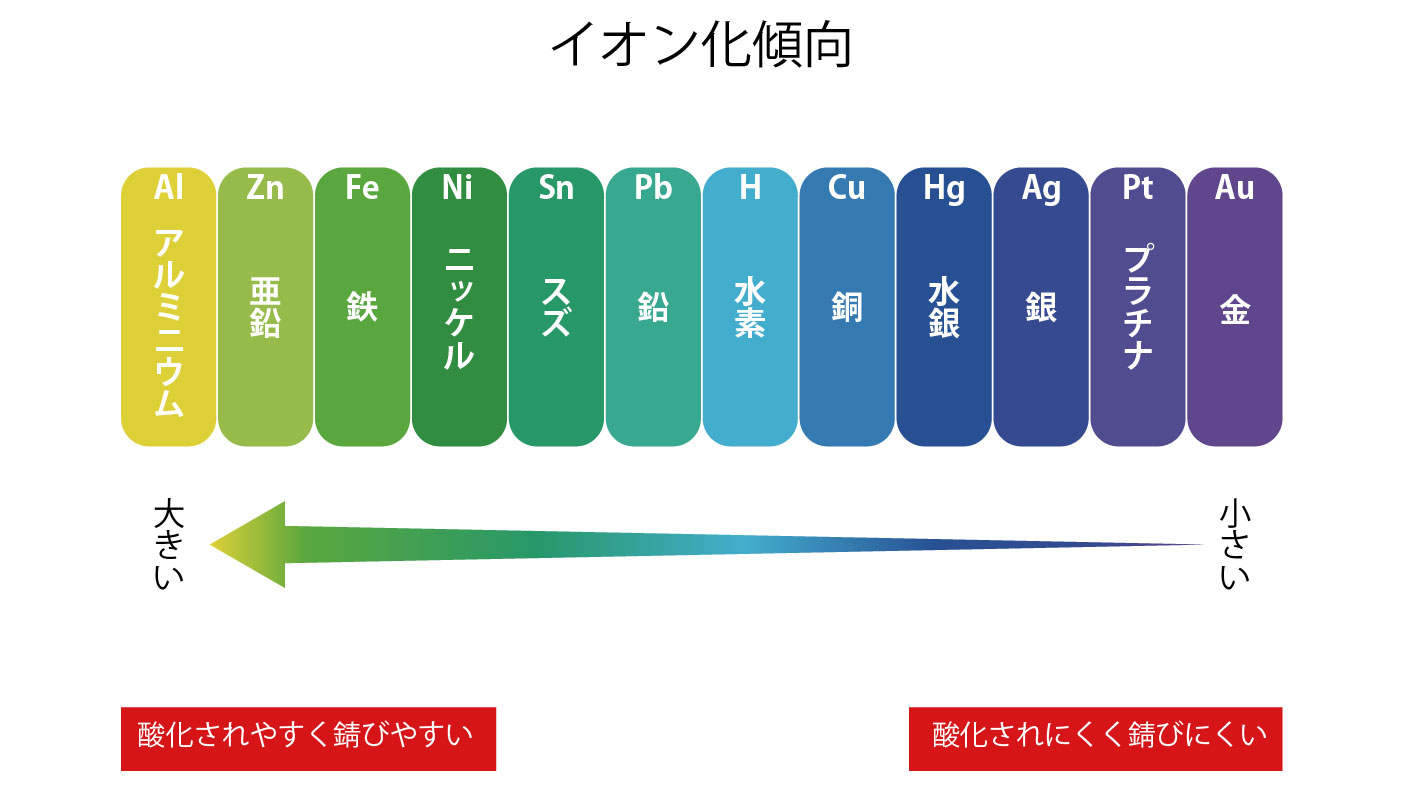
イオン化傾向とは、酸化されやすさをあらわしています。
イオン化傾向が⼤きいほど酸化されやすく錆びやすいということになり、鉄よりも亜鉛の⽅が錆びやすい⾦属となり、亜鉛めっき⽪膜が溶解して鉄を守り防⾷効果が得られます。
亜鉛めっきの種類
亜鉛めっきには、電気を使って亜鉛を析出させる『電気亜鉛めっき』と亜鉛を⾼温で溶解させ浸漬して付着させる『溶融亜鉛めっき』の2種類があります。
電気亜鉛めっきとは?
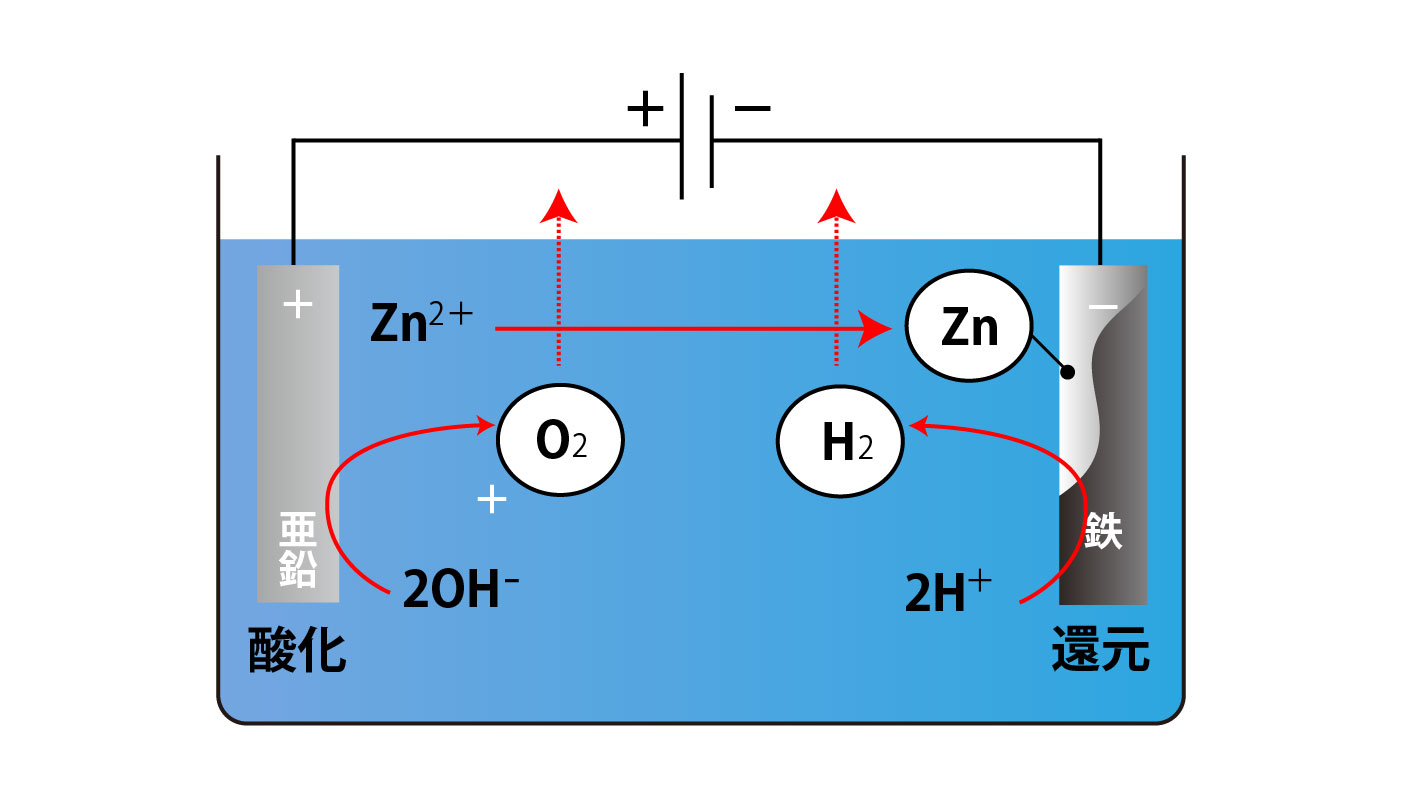
電気亜鉛めっきとは、鉄素材を陰極(−)として、亜鉛めっき液中で電気を流すことにより陽極(+)の亜鉛が溶解し鉄表⾯に析出することで鉄が錆びるのを防ぐ効果があります。
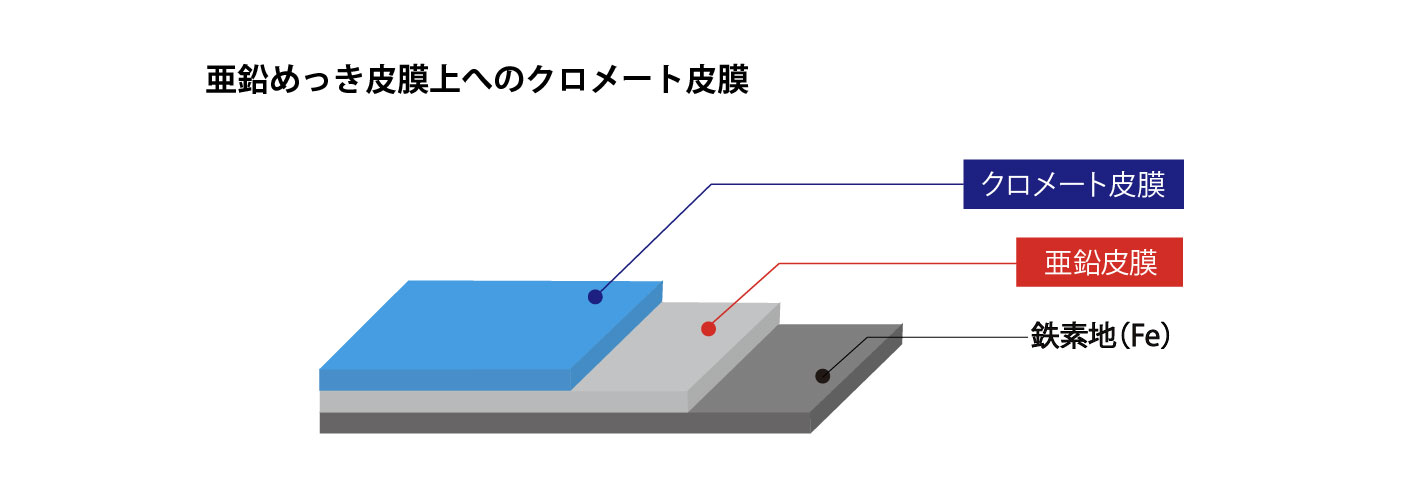
また、鉄表⾯上に亜鉛を析出させただけでは、亜鉛めっき⽪膜が酸化し⽩錆が発⽣してしまうため、クロメート処理をおこない耐⾷性を⾼める必要があります。
電気亜鉛めっきの処理⽅法
電気亜鉛めっきの処理⽅法には⼤きく分けて2つ存在し、バレル⽅式と引っ掛け⽅式があり、バレル⽅式は、⼩さなボルトやナットなどを⼀度に⼤量に処理できコスト⾯のメリットがあります。
引っ掛け⽅式は、プレス品や切削加⼯品などのような製品に適しており、⼀つひとつ治具にラッキングしてめっきをおこないますので、品質は向上しますがコスト⾯で⾼くなります。
電気亜鉛めっきの特徴
犠牲防⾷作⽤
鉄に対する犠牲防⾷作⽤が強いために、めっき⾯に傷がついて鉄素地が⼀部露出していても、防錆効果を発揮します。
導電性
亜鉛と鉄の電気抵抗はそれぞれ、5.9×10-⁶Ω cm、9.8×10-⁶Ω cm で殆ど差がなく、鉄に電気亜鉛めっきを施しても導電性に影響はありません。
はんだ付け性(溶接性)
亜鉛の状態では良好ですが、クロメートが施されている場合や亜鉛が酸化している場合は、はんだ付け性は低下します。
脆性
亜鉛めっき処理後4時間以内に200℃で数時間熱を加えることで吸蔵された⽔素が放出し、脆さがなくなり⾃動⾞やオートバイなどの⾼強度ボルトに使⽤可能です。
耐⾷性
緻密な亜鉛層の保護⽪膜と電気化学的な犠牲防⾷作⽤により、使⽤条件によっては⻑期間にわたり鉄素材を錆から守ります。
加⼯性
電気亜鉛めっきの硬度は、ビッカース硬さでHV60~120 亜鉛⾦属はモース硬さ2.5と常温では脆く、曲げ加⼯には多少の問題がありますが良好で、溶接も問題なくおこなうことができます。
経済性
バレル⽅式でめっきすることにより、⼤量にめっきすることができ価格を抑えることができます。
膜厚コントロール
電気の調整等により、膜厚のコントロールがしやすいです。
意匠性
クロメート処理により、三価クロム化成処理をおこなうことで⾊味を持たせ意匠性を向上させることができます。
電気亜鉛めっきの事例



全⾃動機による品質管理
お客様のニーズにお応えできる亜鉛めっきを全⼒で研究いたします。
亜鉛めっき設備概要
- 全⾃動エレベータ式回転亜鉛めっき装置 1機
- 脱⽔素炉 2機
- バーコード履歴管理システム 1式
- めっきライン録画式監視カメラ 1式
- ⾼精度モジュール式 直流電源 2式



| ワーク最大寸法 | φ20×L100 |
|---|---|
| ワーク最大重量 | 50kg/バレル |
製品設計時の注意事項
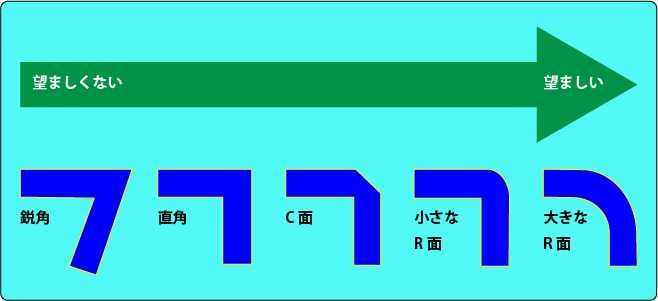
電気めっき全般において、電気が流れやすい部分にめっきが析出しやすい特徴があります。
電気が流れやすい部分というのは先端や⾓部であり、逆に電気の流れにくい部分は凹んでいる部分やボルトのようにツバが付いている製品の根本などになります。
このような部分には緩やかなRをつけることで局部的にめっきが厚くついてしまったり、つかなかったりすることを防⽌することができます。
関連記事:めっきする製品に対して望ましい(⾓部)エッジ形状は、どんなの!?
関連記事:製品形状により電気メッキの厚みが違う
めっきする製品に対して望ましいエッジ形状
電気亜鉛めっきの⼨法変化
鉄鋼製品に電気亜鉛めっきを施した場合の⼨法変化ですが、鉄鋼素材の表⾯にめっき⽪膜が⽣成します。そのため、下図のように10μmの膜厚を⽣成させた場合、製品の⼨法は10μm増加することになります。
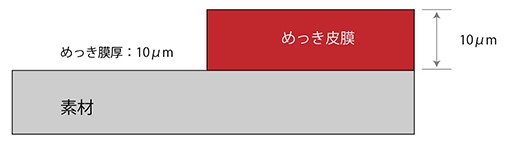
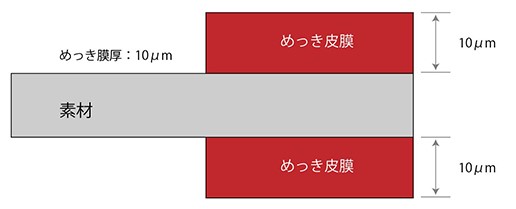
ただし、この増加分は⽚側で表していますので、実際の製品では両側が増加しますので、厚み⽅向で測定した場合、下図のように20μmの⼨法増加をすることになります。
関連記事:メッキとアルマイトの⼨法変化の違い
電気亜鉛めっきのめっき浴
電気亜鉛めっきのめっき浴には、アルカリ性浴のシアン化浴・ジンケート浴、酸性浴の塩化浴があります。
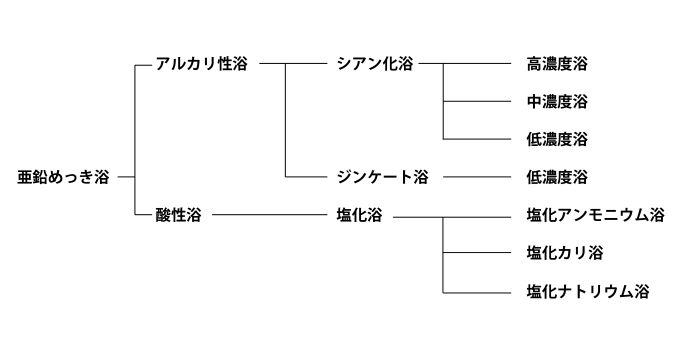
シアン化浴は⼆次加⼯性が良好で、めっき⽪膜均⼀性に優れウイスカが出にくいという⻑所がありますが、シアン化合物を使⽤するため毒性が問題視され、シアン化合物を含まないジンケート浴・塩化浴を⽤いられることが多くなってきました。
亜鉛めっき浴種別特性表
| シアン化浴 | ジンケート浴 | 塩化浴 | |
|---|---|---|---|
| 硬さ(Hv) | 60~80 | 90~120 | 70~90 |
| 均⼀電着性 | ◎ | ◎ | ◎ |
| 低⽔素脆性 | ✕ | ✕ | ◎ |
| 鋳物へのめっき | ✕ | ✕ | ◎ |
| プレス品へのめっき | ◎ | ◎ | ◎ |
| ボルト類へのめっき | ◎ | ◎ | ◎ |
| クロメート密着性 | ◎ | ◎ | ◯ |
◎:良好 ◯:普通 ✕:悪い
関連記事:『亜鉛めっき液には酸性とアルカリ性があり⽬的に応じて選ぶ!』
電気亜鉛めっきの⼯程
電気亜鉛めっきの⼯程をフローにまとめました。
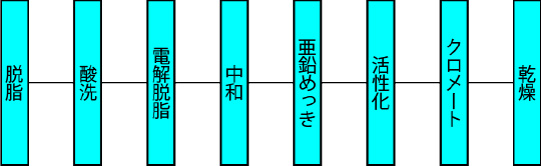
⼯程別の詳しい解説は下記の関連記事をご参考にしてください。
電気亜鉛めっき上の各種クロメート処理
電気亜鉛めっき単体では、⽩錆と呼ばれる亜鉛の酸化物が発⽣しやすく、外観を損なったり、防⾷性が低下したりする可能性があります。そこで、電気亜鉛めっきの上にクロメート処理を施すことで、これらの問題を解決することができます。
従来、クロメート処理には六価クロム酸塩などの六価クロム化合物溶液を使⽤していました。しかし、六価クロムは発がん性などの健康被害や環境汚染を引き起こすことが懸念されており、近年では使⽤が制限されています。
そこで、近年注⽬されているのが、三価クロム化合物溶液を使⽤した三価クロメート処理です。三価クロムは六価クロムに⽐べて安全性が⾼く、環境への負荷も少ないという利点があります。
注記:弊社では、三価クロムを使⽤した三価クロメート処理のみの取り扱いとなっています。
三価クロメート処理の種類と特徴
| 後処理の種類 | タイプ | 外観色調 | 使用目的 |
|---|---|---|---|
| 三価クロメート | 外観型(有機) | 青銀白色 | 防錆・量産品に適する |
| 三価クロメート | 耐⾷型(無機) | 虹色干渉色 | 耐食性を重視した部品 |
| 三価⿊クロメート | 耐食型 | 黒色 | 耐食性を重視した部品 |
全⾃動亜鉛めっきクロメートライン⾊付け⼯程
関連記事:『電気亜鉛めっき上へのクロメート処理:六価クロメートと三価クロメート』
クロメート皮膜の耐食性
| 後処理の種類 | 耐食性(塩水噴霧試験・Hr) |
|---|---|
| 三価クロメート | 72h |
| 三価⿊⾊クロメート | 72h |
電気亜鉛めっきの規格
電気亜鉛めっきの等級及びめっきの厚さ
電気亜鉛めっきの等級や膜厚は、JIS H 8610『電気亜鉛めっき』で規定されています。
| 等級 | めっきの最⼩厚さ |
|---|---|
| 1級 | 2μm |
| 2級 | 5μm |
| 3級 | 8μm |
| 4級 | 12μm |
| 5級 | 20μm |
| 6級 | 25μm |
使⽤環境、使⽤環境条件及び記号
使⽤環境、使⽤環境条件及び記号はJIS H 0404『電気めっきの記号による表⽰⽅法』で規定されています。
| 使⽤環境 | 使⽤環境条件 | 記号 | 例 |
|---|---|---|---|
| D | 通常の屋内環境 | D | 住宅、事務所など |
| C | 湿度の⾼い屋内環境 | C | 浴室、厨房など |
| B | 通常の屋外環境 | B | ⽥園、住宅地域など |
| A | 腐⾷性の強い屋外環境 | A | 海浜、⼯業地域など |
めっきの記号及び呼び⽅
めっきの記号表記についても、JIS H 0404『電気めっきの記号による表⽰⽅法』で規定されています。
例1:Ep-Fe/Zn8・・・・鉄素地上、電気亜鉛めっき8μm
例2:Ep-Fe/Zn[2]・・・鉄素地上、電気亜鉛めっき2級(5μm以上)
下記記事でも詳しく解説していますのでご参考にしてください。
関連記事:『電気めっきの記号による表記⽅法』
留意するべき点
⼯業汚染の⽐較的少ない⽥園地帯、住宅地帯、海浜地帯に対してその防錆⼒の優秀性が発揮できます。
⼯業地帯においては、とくに5〜10⽉の⾼湿度時期ほど亜鉛めっきの腐⾷は進⾏しやすくなるため、際⽴って汚染の影響が考えられる場合には、膜厚をより厚くしクロメート処理を必ず⾏なうことが肝⼼です。
付加価値提案
- ROHS/ELVなどに環境対応したクロメート処理ができます。
- 亜鉛の膜厚を測定することができます。
- 3価クロメートの耐食型の耐食性で、外観色調を青銀白色にできます。
- 塗装下地としても使えます。
溶融亜鉛めっきの事例


溶融亜鉛めっきとは?
溶融亜鉛めっきは、鉄鋼製品を⾼温(460℃程度)の亜鉛に浸漬し、亜鉛⽪膜を形成する防錆処理です。電気めっきのように膜厚のコントロールは困難ですが、建材などのように⼤きな製品に向いていますが、⾼温の亜鉛の中に浸漬させるため製品に反りが発⽣する場合があります。
注記:溶融亜鉛めっきは、弊社で処理はおこなっておりません。
溶融亜鉛めっきの特徴
耐⾷性
溶融亜鉛めっきは鉄鋼製品の表⾯に50μm以上と厚い亜鉛の保護⽪膜を作り、電気化学作⽤による優れた防⾷効果が得られるため、⼤気中や海⽔中、⼟壌中においても優れた耐⾷性能を発揮します。
密着性
溶融亜鉛めっきは、他の塗装と違い鉄素地と亜鉛の合⾦化反応により密着していますので、過激な衝撃や摩擦以外に剥離することはない。
隅々までめっき可能
溶解した亜鉛の中に浸漬してめっきをおこなうため、パイプの内側やタンクの内⾯などの中空状で⾒えない部分、⼿の届かない部分でもめっきができます。
犠牲防⾷作⽤
溶融亜鉛めっきは、亜鉛が鉄よりも先に腐⾷することで、傷ついた部分も守る『犠牲防⾷作⽤」があります。この特性により、たとえ⽪膜に傷ができて鉄が露出しても、亜鉛が溶け出して電気的に鉄を保護し、サビの進⾏を抑制します。
⼤物から⼩物まで、めっき可能
くぎ・ビス類のような⼩さな製品から、船舶等、トンサイズの⼤きな製品まで、めっき槽に浸漬できる鉄製品であればすべてめっき可能です。
亜鉛めっきに関するお悩み解決事例
少量のボルトを、バレルで亜鉛めっきして欲しい!!できますか?
バイク部品をメッキして欲しい
鉄の部品のサビを取って、めっきをしたいとご相談が。
梅雨時、雨でめっき処理後のサビの対策はどのようにしていますか!?
「ユニクロめっきはできますか!?」とお問い合わせがあります。
亜鉛めっき技術記事
亜鉛めっき液には酸性とアルカリ性があり目的に応じて選ぶ!
亜鉛めっきは自己犠牲的に鉄を腐食から守る!?
金属はなぜ錆びる?錆びやすい金属と錆びにくい金属
めっきの前処理
めっきの脱脂不良ってどんなの!?
電気亜鉛めっき上へのクロメート処理:六価クロメートと三価クロメート
製品の形状により電気メッキの厚みが違う
メッキとアルマイトの寸法変化の違い
メッキやアルマイトを剥離した場合の寸法変化
めっきの水素脆性とは
めっき加工可能な大きさを知りたい
めっきやアルマイトの水洗は、製品を動かすの!?
めっきの耐食性品質の試験方法
「他社へめっきの色を付け替えて欲しい」とお願いしたら断られてしまった。
あなたの周りにある!どんなものにめっきは使われている!
電気めっきのしくみ
めっきの外観
めっき・表面処理液の建浴(けんよく)とは
めっきをして欲しいが、どんなめっきをしたら良いかわからない!?
めっきの品質とは、要求されるレベルを満足すること!
バレルめっきとは、多数のものを一度にめっきする方法!
めっきの種類はこんなにある!?
めっきの種類や厚さの表示方法
めっき加工とアルマイト加工の違いとは!!
めっき工程って、どんなことしているの?
電気めっきの概要と利点・欠点
めっきした製品の一部が溶解してしまう!?
めっきとは、何ですか?
めっきの厚さはどうやって測定できる!?
めっきする製品に対して望ましい(角部)エッジ形状は、どんなの!?
溶融亜鉛めっきの特徴・利点・名前の由来
融めっきの概要と利点・欠点










